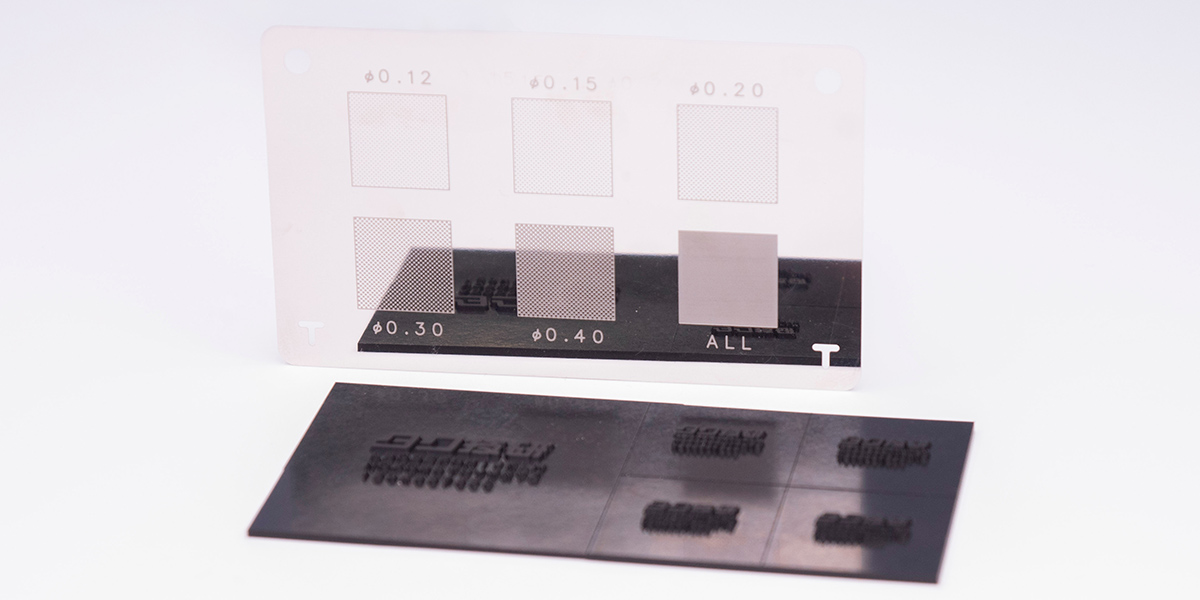
ハーフエッチングを施すことで、部分的にステンレスの厚みを変え、刷り上がりのはんだ量を調整することができます。エッチング工程においても、自社内で一貫して行っているため、納期短縮が可能です。
「この開口ははんだ量を少なくしたい」「ここははんだ量を多めに取りたい」といった場合、ハーフエッチングを施すことで部分的にステンレス板の厚みを変え、刷り上がりのはんだ量を調整することができます。
エッチング工程も自社内で一貫して行っているため、納期の短縮化が可能です。
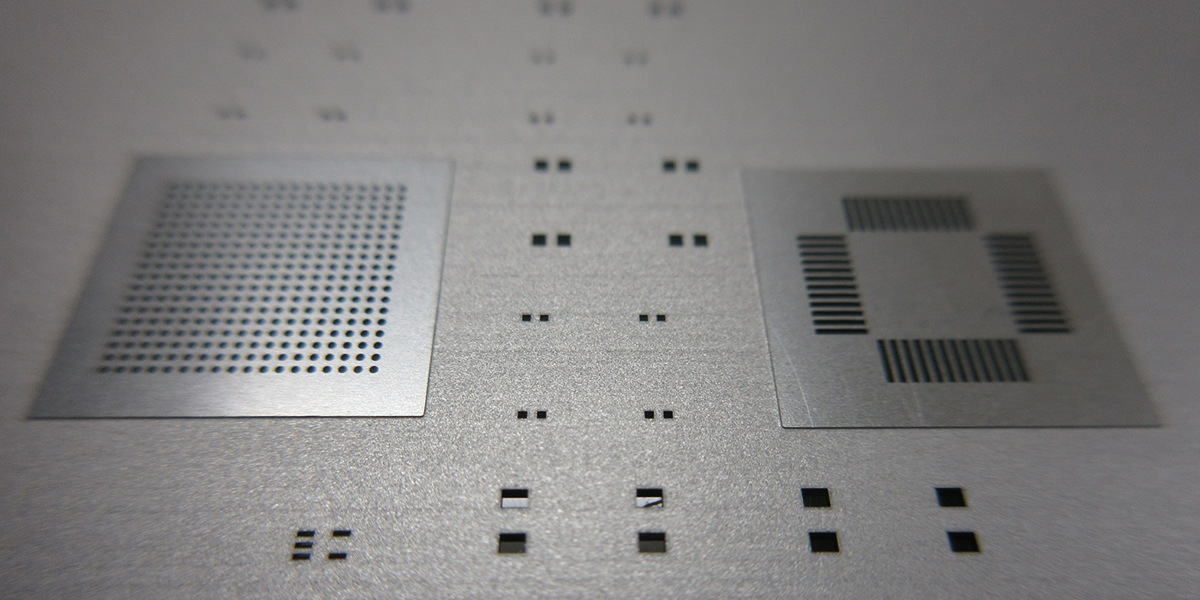
ハーフエッチングの目的
はんだ量の調整・メタルマスク基板面凹凸への追従性、密着性を向上させることが目的となります。
S面側ハーフエッチング
エッチングにより部分的に板厚を減らす事により、任意にはんだ量も減らす事が可能です。
P面側ハーフエッチング
エッチングで部分的に段差をつけることにより、基板の凹凸を追従し密着性を高めることが可能です。
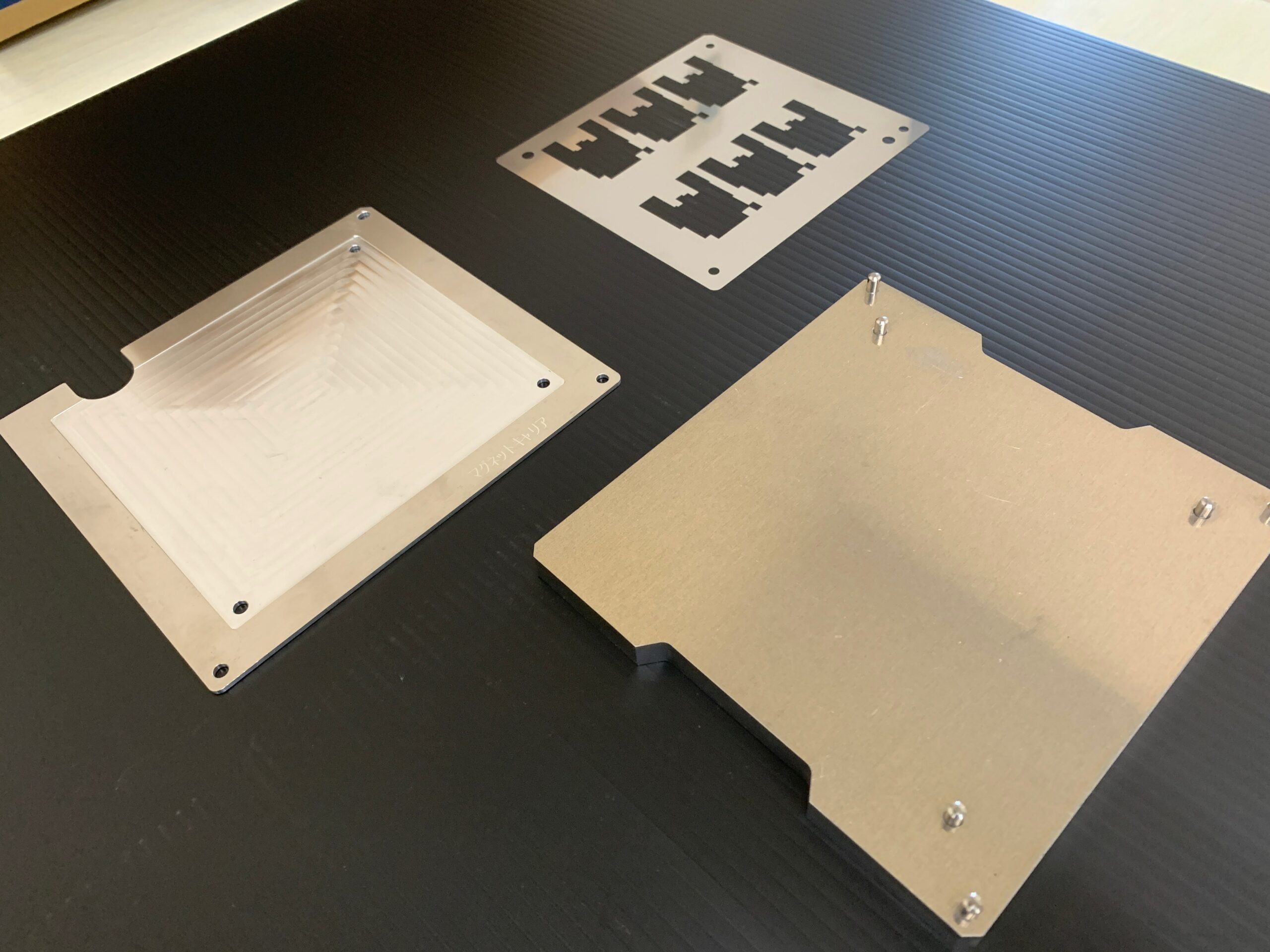
全面ハーフエッチング
はんだ量が必要な部品に対して、部分的にメタルマスク厚を増圧する手法です。
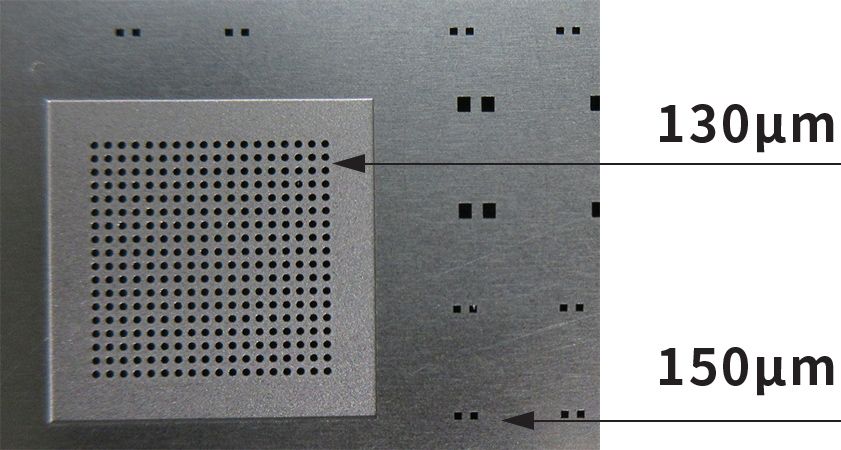
部分的なハーフエッチング
メタルマスク厚150μmベース→130μm
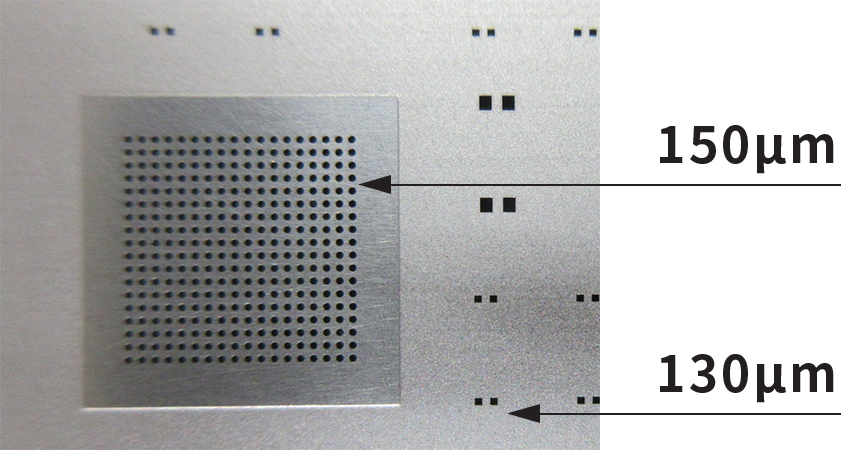
全面ハーフエッチング
メタルマスク厚130μmベース→150μm
- 2段~3段のハーフエッチングについても実績があります。ご相談ください。
- ハーフエッチングは工法的にSUS表面を削るので、表面粗度が荒れます。
→通常品:約Ra0.1 エッチング品:約Ra0.8
仕様
| 加工方式 | エッチング加工 |
|---|---|
| 材質 | SUS |
| 硬度 | Hv370 |
| 隣接開口との距離 | 最少0.3~0.5mm |
| ハーフ可能加工厚 | 元材厚みの1/2 |
| 標準加工板厚 | 500μmまで |
| ハーフ部の最小板厚 | 40μm |